Aus unseren Forschungsbereichen
Verteilte Regelung mechanischer Systeme
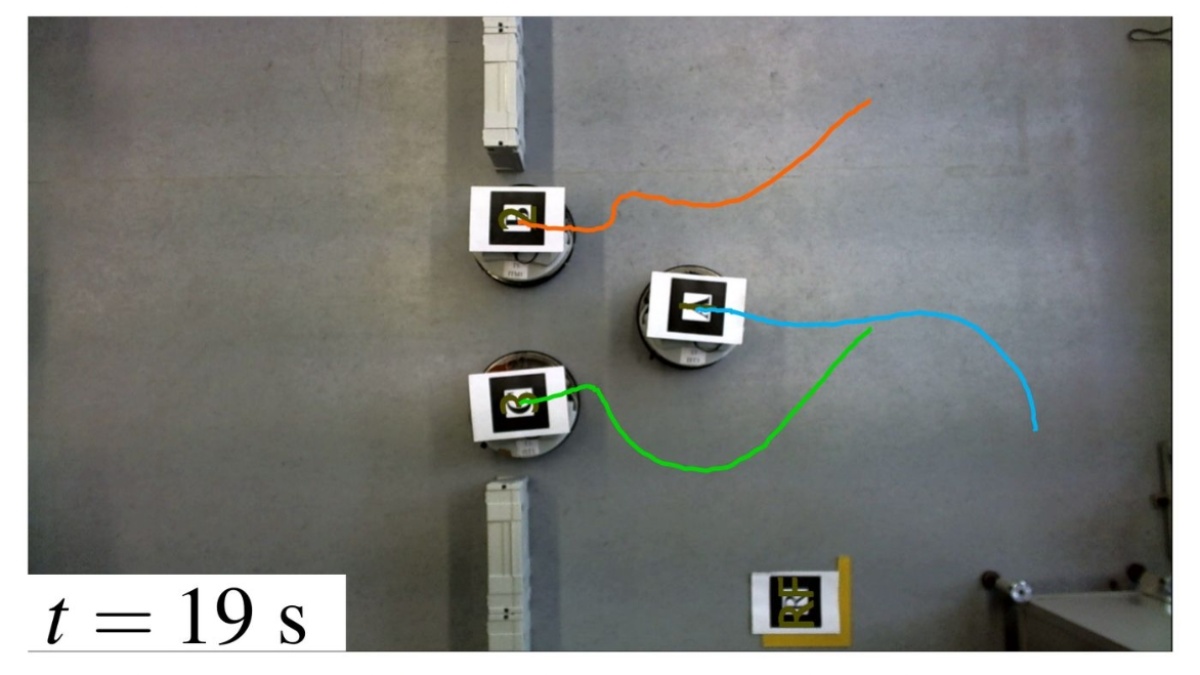
Regelungsentwurf, Simulation und experimentelle Validierung in Robotik-Anwendungen

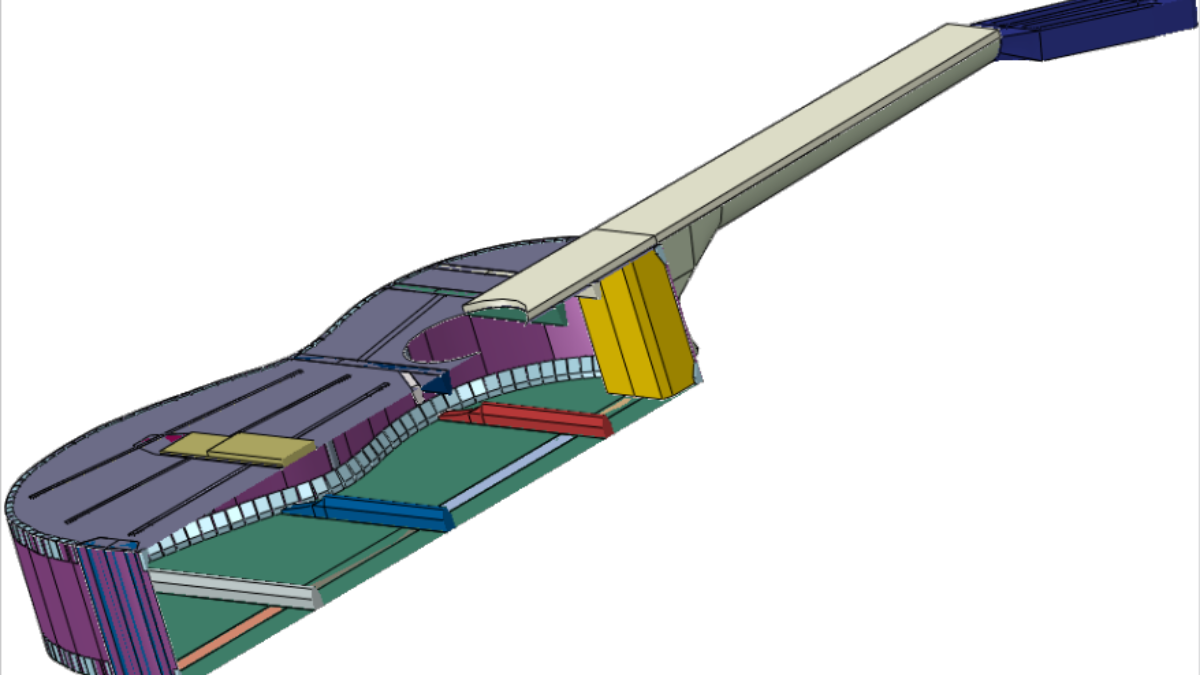
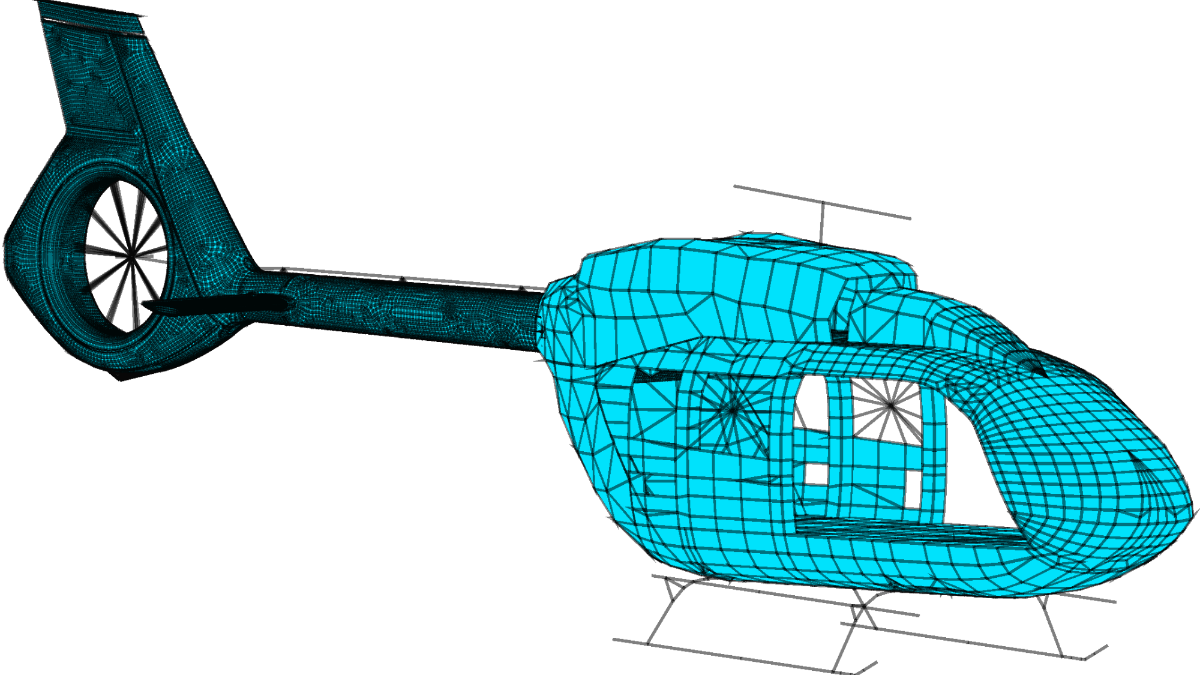
Experimentelle und simulative Untersuchung von Musikinstrumenten
Virtueller Prototyp einer Gitarre zur Verwendung in einer Finite Elemente Software.
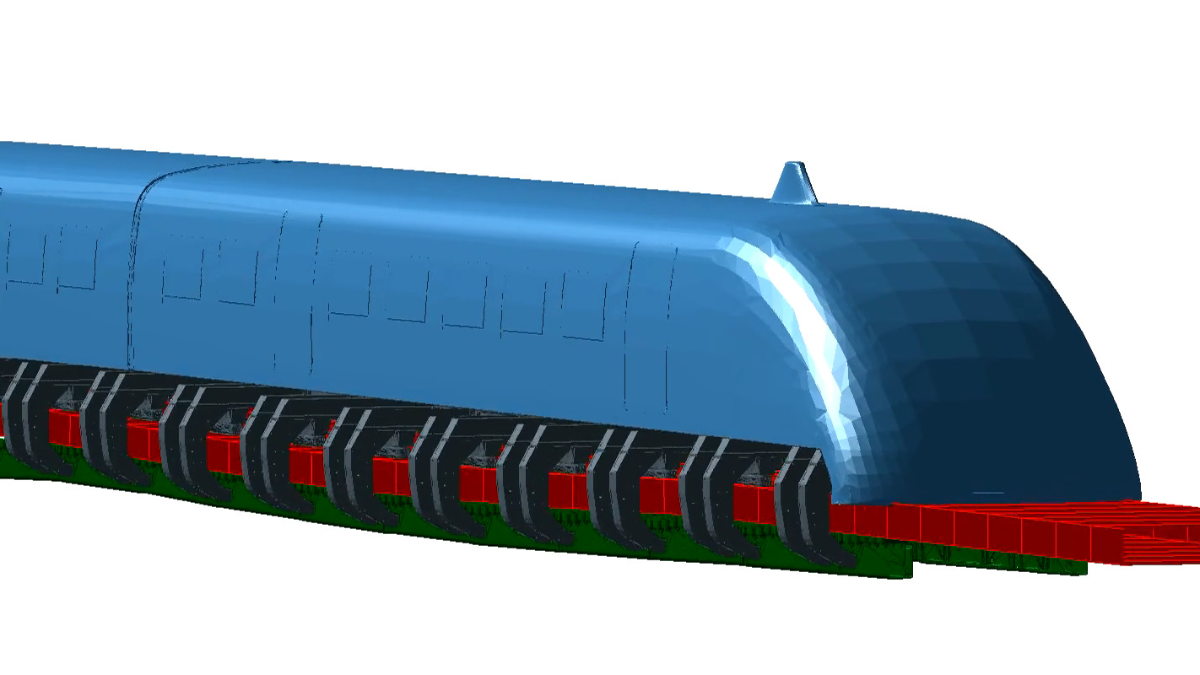
Hochgeschwindigkeits-Magnetschwebebahnen
Fahrt eines starren Mehrkörper-Fahrzeugmodells auf einem elastisch modellierten Fahrweg
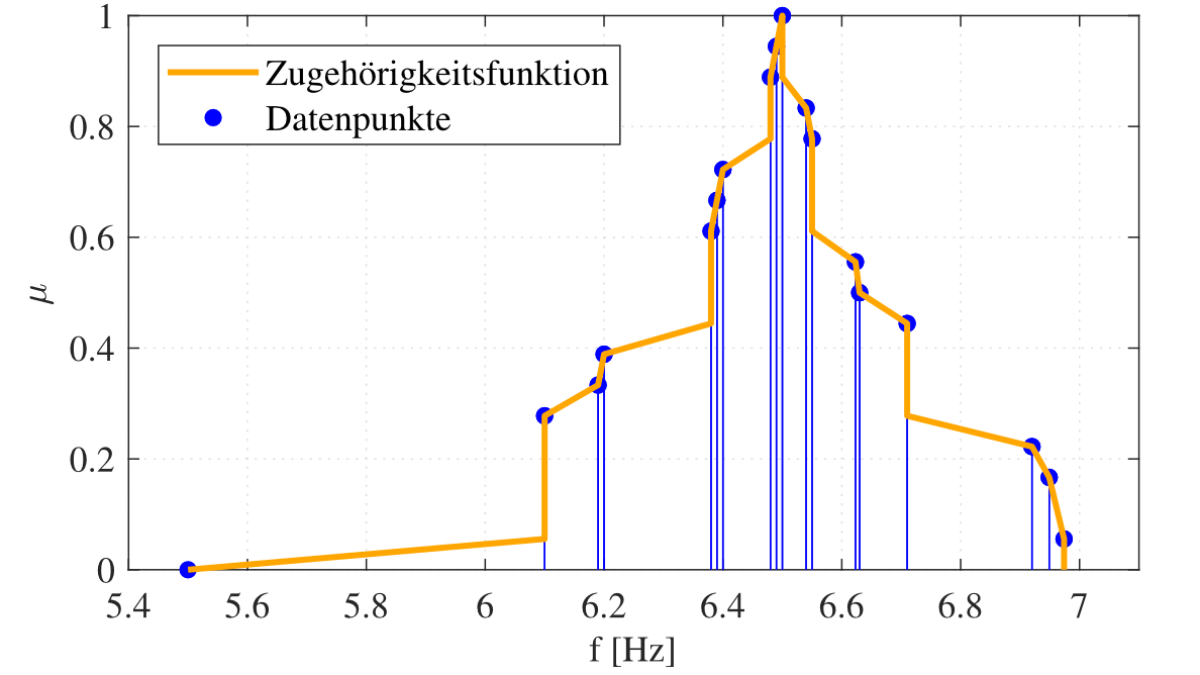
Parametrische Modellreduktion in elastischen Mehrkörpersystemen
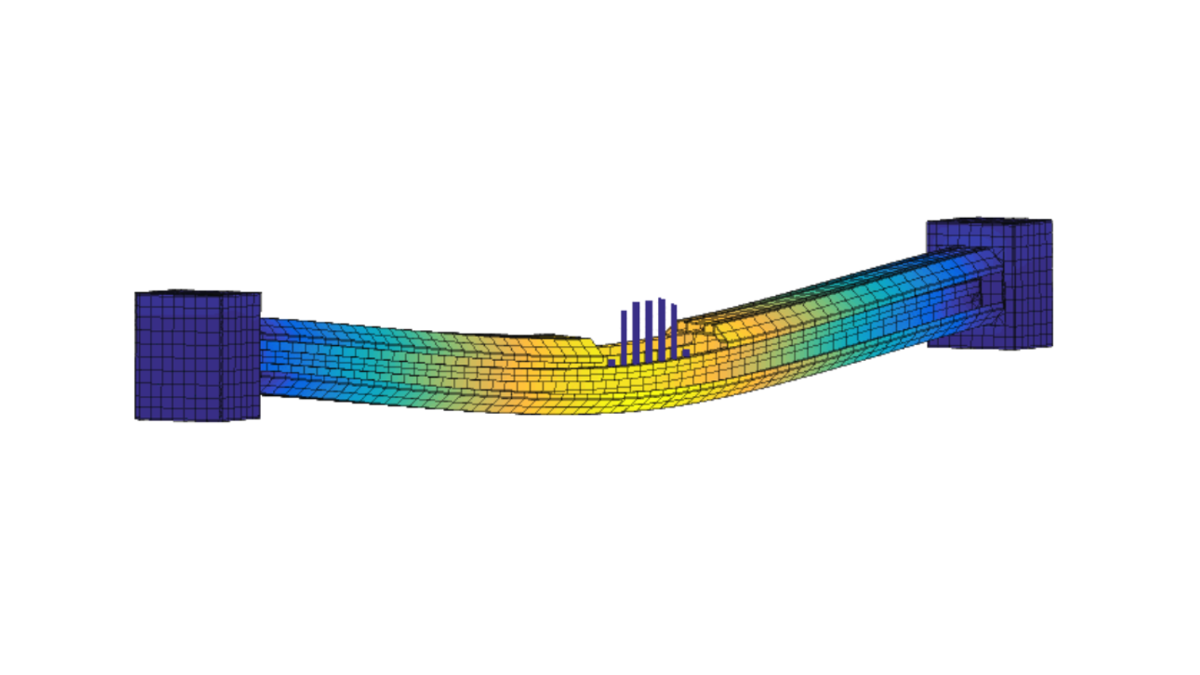
Linearachse mit wandernder Interaktionsstelle
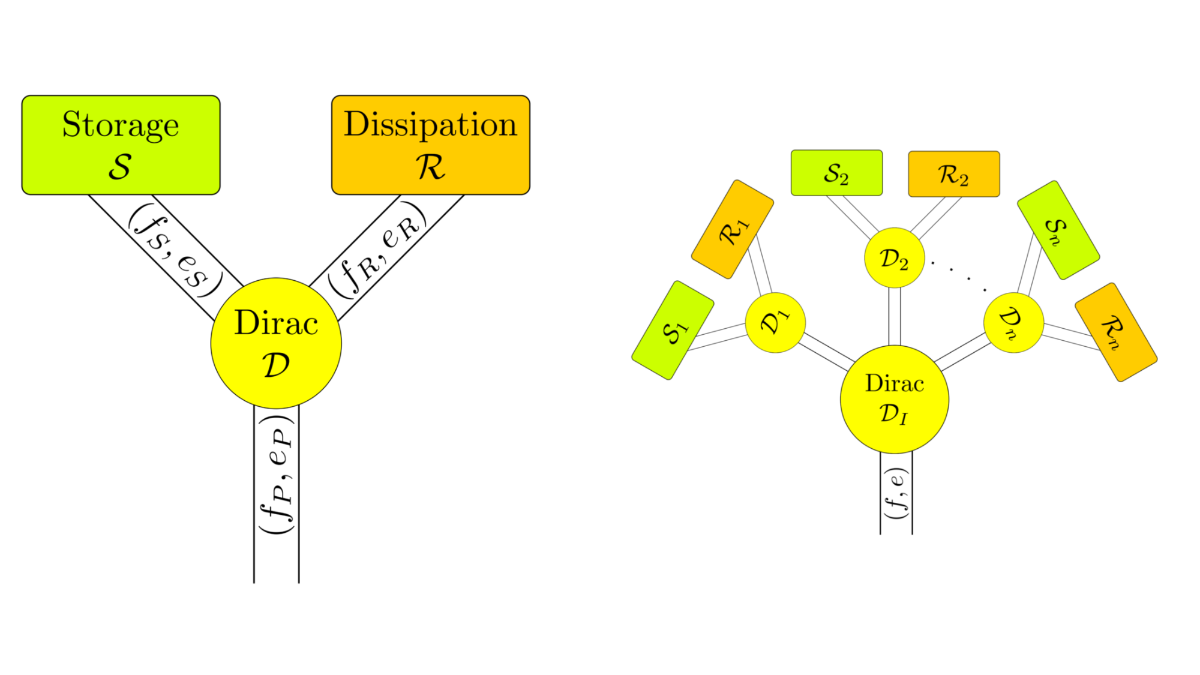
Zertifizierte Modellreduktion gekoppelter Systeme
Ein Einzelnes pH-System (links) und mehrere pH-Systeme sind zu einem gekoppelten pH-System zusammengefasst (rechts)
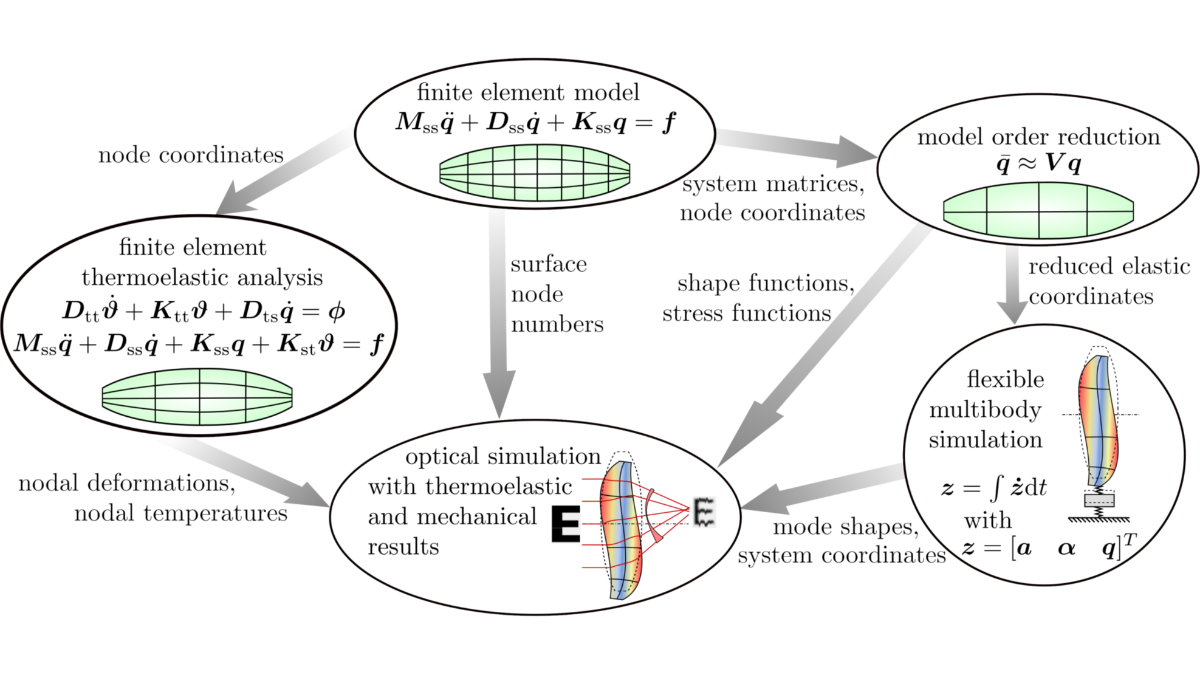
Simulationsbasierte Untersuchung der Dynamik von Hochleistungsobjektiven
Arbeitsablauf der numerischen Simulation von optischen Systemen, die dynamisch und thermisch beeinflusst werden

Kooperationen

Kontakt

Peter Eberhard
Prof. Dr.-Ing. Prof. E.h.- Profil-Seite
- +49 711 685 66388
- E-Mail schreiben
- Pfaffenwaldring 9, 70569 D-Stuttgart