Project Description
In the field of machining technology, accuracy and surface finish as well as productivity in the sense of high material removal rates of cutting processes like turning, drilling and milling are mainly restricted by the occurrence of machine-tool chatter. This dynamic instability is caused by self-excited vibrations, which are induced by the repeated cutting on the same surface, the so-called regenerative effect. Modeling of these systems leads to time-delayed differential equations (DDE). In case of milling, the coefficients of the DDE are periodic time-dependent due to the changing cutting conditions of the cutting blades. Both the time-delay as well as the parameter excitation due to the time-dependency of the coefficients restrict dynamic stability of these systems.
From the engineering point of view, it is important to know the stability limit of a process depending on the relevant process parameters like spindle speed and radial and axial immersion of the tool. A possibility to facilitate the choice of safe process parameters is to provide stability lobe diagrams showing the stability limit in dependence of the process parameters. Furthermore, these diagrams can be helpful to investigate the influence of the dynamic system at the machine side (tool, tool holder, spindle, machine-structure) and the workpiece as well as the tool geometry on the process dynamics.
{kind=link}
Modeling and Simulation of Varying Workpiece Dynamics
During machining of flexible workpieces, e.g. turbine blades, the dynamics of workpieces is changed due to the chipping process, resulting in an intense variation of the stability of the process. Modeling of a continuously representation of the varying workpiece dynamics is in focus of the work. For this purpose, methods of parametric model order reduction are investigated and enhanced regarding feasibility, accuracy and efficiency. Figure 1 presents a milling process of a T-shaped plate and the corresponding stability lobe diagram of the process in the space of the technological parameters spindle speed Ω and axial immersion ap at different states of the machining progress.
Modeling and Identification of Parameter Uncertainty
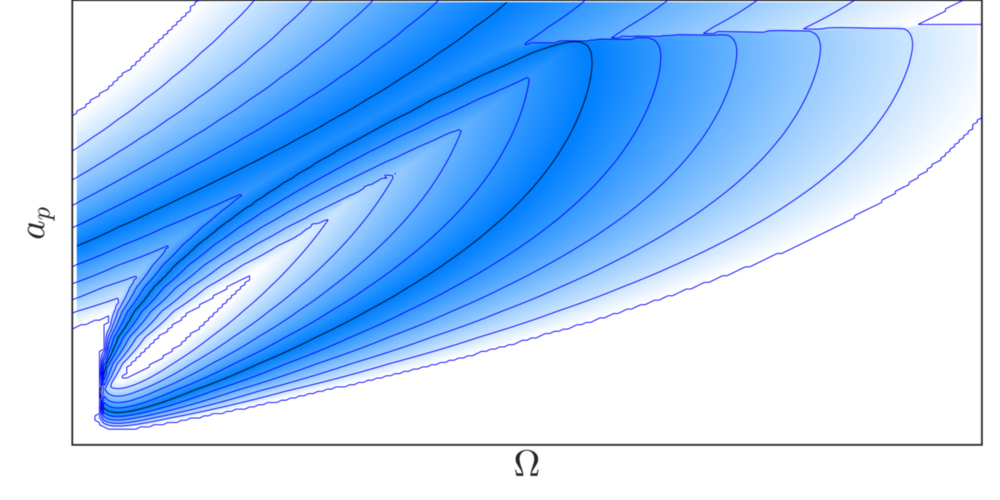
In the last decade, the development of methods for the stability analysis of linear, periodic, time-delayed differential equations made substantial progress. Methods like the "Spectral Element Method" or the "Multi Frequency Solution" possess excellent convergence and high efficiency. However, simplifications in models and difficult determination of parameters lead to uncertainty in modeling. Objective is on the one hand the investigation of the effect of identified parameter uncertainty on stability lobe diagrams and on the other hand the identification of parameters and parameter uncertainty based on stability lobe diagrams, which are obtained for instance by experiment. Figure 2 presents the effect of an uncertain cutting-force on the stability of a milling process in the space of the technological parameters spindle speed Ωand axial immersion ap.
Related Pages
- Parametric Model Order Reduction in Elastic Multibody Systems
- Uncertainties in Dynamical Systems
Contact

Dominik Hamann
Dr.-Ing.(2015 - 2020)

Peter Eberhard
Prof. Dr.-Ing. Prof. E.h.- Profile page
- +49 711 685 66388
- Write e-mail
- Pfaffenwaldring 9, 70569 D-Stuttgart
